Индукционный нагреватель ОКБ-894А периодического действия
Индукционный нагреватель периодического действия градиентного нагрева ОКБ-894А. Описание установки. Одним из устройств индукционного нагрева, выпускаемых отечественной промышленностью является индукционный нагреватель ОКБ-894А, предназначенный для нагрева цилиндрических алюминиевых заготовок перед прессованием для наложения кабельной оболочки. Для регулирования режима сдвоенных индукционных нагревателей предусмотрены автотрансформаторы. В таблице приведены технические данные индукционной установки ОКБ-894А
.jpg)
Общий вид и схема включения индукционного нагревателя показаны на рисунке
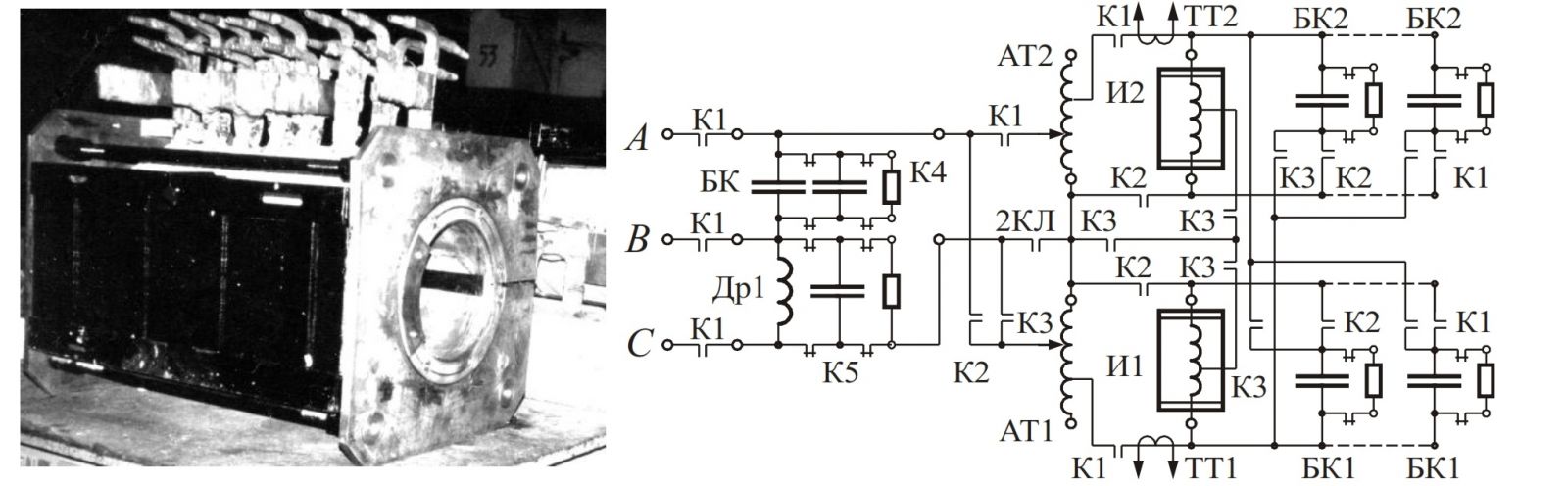
Время подогрева определяется временем прессования, которое в свою очередь зависит от диаметра производимого кабеля. Индукционная нагревательная установка периодического действия ОКБ-894А предназначена для нагрева алюминиевых заготовок токами промышленной частоты. Однофазной нагрузкой являются два параллельно включенных индукционных нагревателя. Схема включения установки индукционного нагрева периодического действия обеспечивает резонанс токов, как показано на рисунке, за счет компенсирующих конденсаторных батарей. В трехфазную сеть установку подключают с применением симметрирующего устройства по схеме Штейнмеца в соответствии с рисунком выше. Оба слитка нагреваются внутри индукторов одновременно. Нагрев заготовок разделен на 3 стадии: основной нагрев до 420 °С в течении 90 секунд; подогрев, то есть поддержание температуры заготовки до начала градиентного нагрева; градиентного нагрева третьей части заготовки до температуры 520 °С в течении 20 секунд. Для осуществления градиентного нагрева по длине индуктора предусмотрены отпайки. Загрузка заготовок бункерная. Работа установки полностью автоматизирована и обеспечивается с помощью сигналов от контактных термопар, устанавливаемых по обоим торцам заготовок. Одна термопара контролирует основной нагрев, вторая - режим градиентного нагрева. В простейшем случае для подключения индукционного нагревателя в однофазную сеть отсутствует возможность регулирования напряжения индуктора, однако существует возможность изменения подводимой мощности за счет изменения числа секций индуктора и регулирования резонансного режима.
Конструктивные параметры индуктора установки градиентного нагрева периодического действия приведены в таблице.
.jpg)
Компоновка нагревателей на уровне пола цеха представлена на рисунке ниже. Там обозначены: 1 – индукционный нагреватель; 2 – механизм загрузки; 3 – механизм сбрасывания; 4 – загрузочный стол; 5 – дроссели; 6 – конденсаторная батарея; 7 – автотрансформаторы; 8, 9 – панели с коммутационной аппаратурой.
.jpg)
Эскиз конструкции индуктора УИН периодического действия показан на рисунке ниже.Обмотка индукционного нагревателя 1 состоит из пятнадцати секций по шесть витков каждой. По каждой из секций через ниппели 2 пропускают охлаждающую воду. Секции соединены между собой перемычками 3.
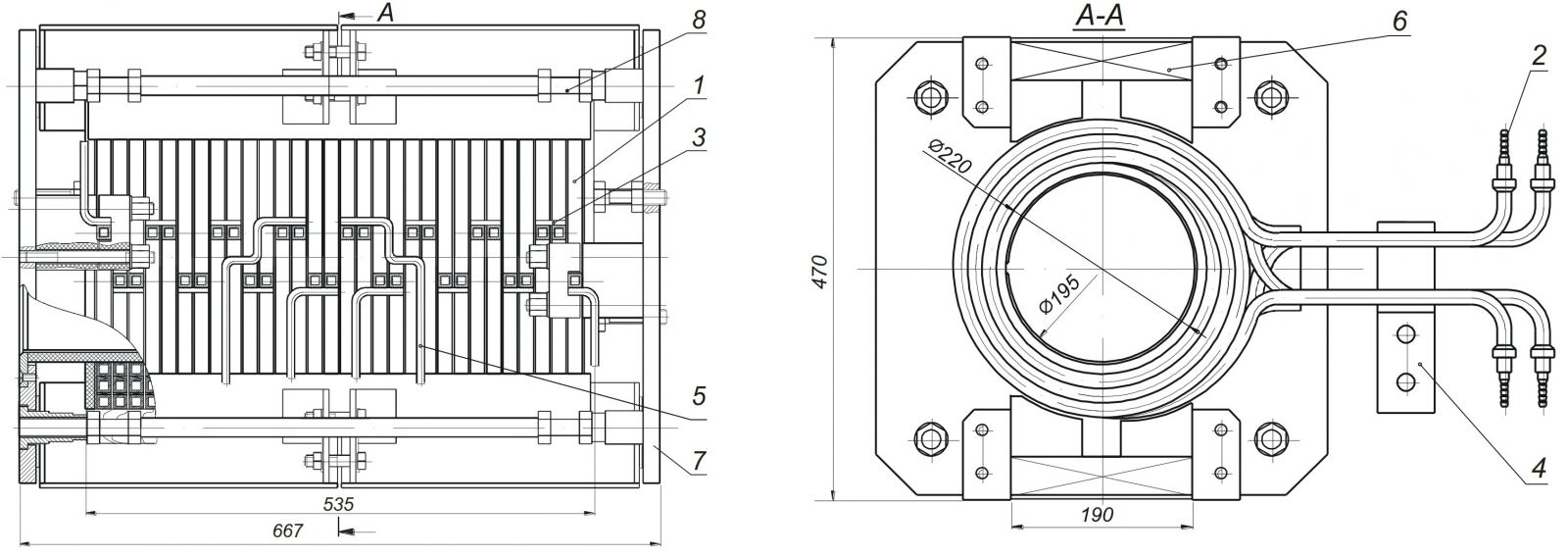
Напряжение подключают к выводам 4 индуктора. По длине индуктора имеются дополнительные отпайки 5 для осуществления градиентного нагрева. Для экранирования металлических элементов и обеспечения механической прочности конструкции устанавливают два магнитопровода 6. Обмотка индуктора стянута стальными шпильками между двумя плитами, изготовленными из немагнитной нержавеющей стали. В плитах имеются радиальные разрезы. Загрузку перемещают внутри индуктора по обечайке 5 из нержавеющей стали с разрезом вдоль оси для исключения возможности замыкания по ней вихревых токов. К каждой из пятнадцати секций подводится охлаждающая вода через ниппели 2.
Муфель изготовлен из нержавеющей стали, имеется продольный разрез. Материал обмотки индуктора – медная трубка квадратного профиля; размеры трубки – (an x bn)/(an x bn) – (15 х 15)/(9 х 9) мм. Симметрирующее устройство применяют для равномерного распределения мощности однофазной нагрузки по трем фазам питающего напряжения. В каждом индукционном нагревателе И1 и И2 одновременно нагревают по одному алюминиевому слитку диаметром 175 мм в течение 90 секунд. Регулирование мощности индуктора осуществляют с помощью вольтодобавочных автотрансформаторов АТ1 и АТ2. При этом в соответствии со схемой в начале статьи включены контакторы К1 и К2. Эту стадию нагрева называют «основной нагрев». Нагрев прекращают в тот момент, когда температура в месте установки торцевой термопары достигает 440 °С.
Следующая стадия «ожидание» длится до тех пора, пока пресс для наложения кабельной оболочки будет готов к работе. В зависимости от марки производимого на данный момент кабеля продолжительность этой стадии от 10 до 60 секунд. Последняя стадия -«градиентный нагрев», -12 секунд. Она прекращается, когда температура в месте установки торцевой термопары достигает 520 °С. Во время градиентного нагрева включена только одна третья часть индуктора через отводы по длине индуктора, что достигают включением контакторов К1 и К3. Вольтодобавочные трансформаторы настроены таким образом, что во время основного нагрева напряжение на 90 витках индуктора было U = 500 В, а во время градиентного нагрева 30 витков одного индуктора и 30 витков второго индуктора включены последовательно на напряжение 380 В. Физические параметры материалов: алюминия, меди, асбеста и их температурные зависимости определены по справочной литературе. Указанные данные использованы для создания расчетных моделей индукционного нагрева при анализе электромагнитных и тепловых процессов УИН. В результате анализа электромагнитного поля с помощью математической модели, описанной во второй главе, определены интегральные параметры индуктора, использованные далее для моделирования режимов электрической схемы замещения установки.
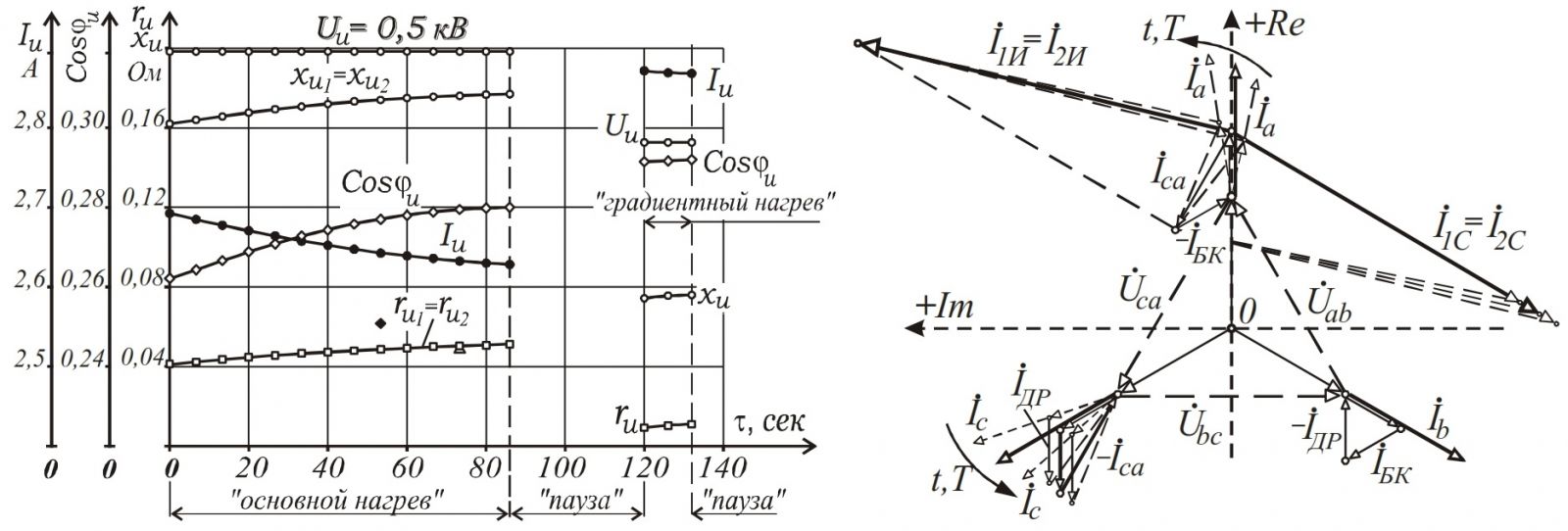
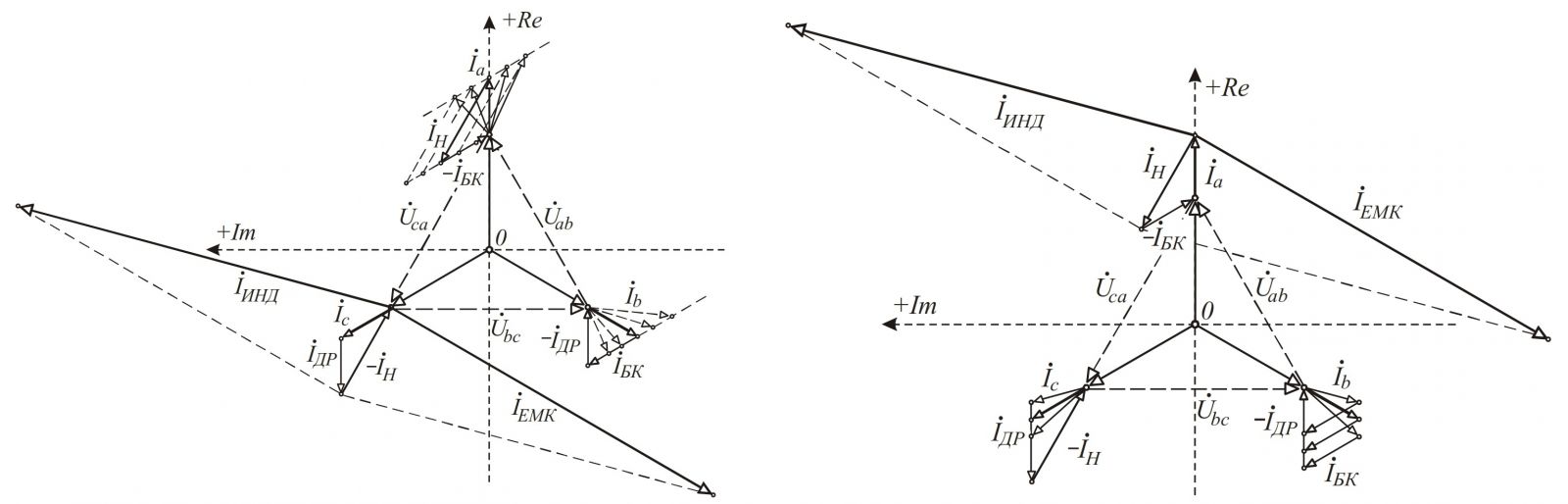
Численное исследование режимов нагрева цилиндрической загрузки в однофазном индукционном нагревателе. При исследовании установившегося режима схемы уин на эвм использованы схемные модели для пвк, рассмотренные во втором разделе. Применено параллельное соединение индукционных нагревателей с применением индивидуальных ВДТ. В ходе расчета электромагнитного и теплового поля в загрузке, а также расчета режима электрической схемы, уточнены интегральные параметры индуктора для промышленной частоты. Резистивное и реактивное сопротивление индуктора равны rи = 0,039 Ом; xи = 0,174 Ом, естественный коэффициент мощности cos je = 0,219; ток в индукторе Iи = 2128,9 А, потребляемая индуктором активная мощность Pи = 176,8 кВт. Для резонансного режима при cos jи = 1 подобрана емкость батареи конденсаторов компенсирующего устройства (С = 16183 мкФ) в начале нагрева при температуре t = 20°С и рассчитан установившийся режим. Ему соответствует векторная диаграмма на рисунке.
В результате анализа электромагнитного поля индукционного нагревателя определены параметры индуктора в конце нагрева при температуре 420° С (rи = 0,033 Ом, xи = 0,132 Ом, cosej = 0,32, Iи = 2600 А). Изменение параметров установки при нагреве приводит к изменению ее режима, как видно по векторной диаграмме, представленной на рисунке. В ходе нагрева заготовки сопротивление индуктора увеличивается, а ток уменьшается. Графики изменения основных электрических параметров индукционного нагревателя и изменения режима на векторной диаграмме токов и напряжений в процессе нагрева представлены на рисунке. Как видно из диаграммы коэффициент мощности в ходе нагрева увеличивается.
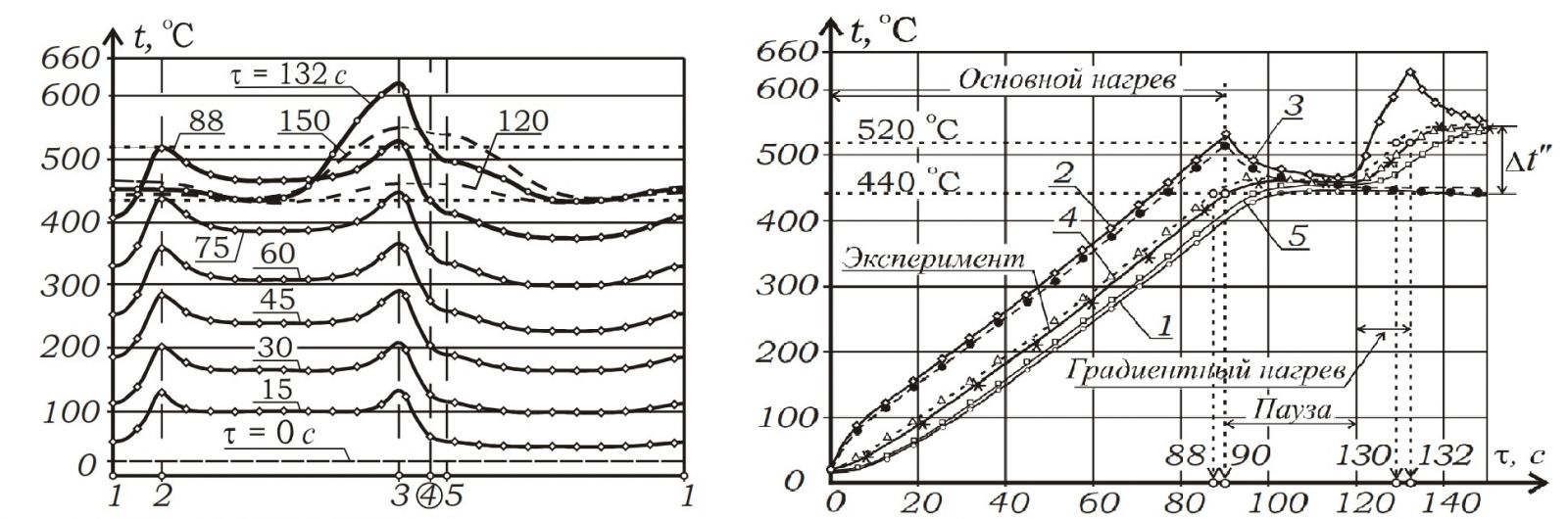
Характерные зоны загрузки показаны на рисунке ниже. Картина изменения теплового поля в процессе нагрева цилиндрических слитков представлены на рисунке. Из графиков видно, что к окончанию основного нагрева (90 секунд) температура в месте установки термопары 440 °С, наружные зоны торцов загрузки перегреты до 520 °С, а перепад температуры между центром и поверхностью загрузки достигает 100 °С. К моменту начала градиентного нагрева (120 секунд) температура в загрузке выравнивается и становится равной примерно 440 °С. К концу градиентного нагрева (132 секунды) температура в месте установки термопары 520 °С, температура наружной зоны перегреваемого торца загрузки превышает 600 °С, температурный перепад в перегретом краю заготовки составляет 130 °С. Однако на момент начала прессования (150 секунд) температура с нагреваемого торца заготовки выравнивается в районе 540 °С и температурный перепад не превышает 15 °С.
В соответствии с кривыми конечная температура Tк = 420 °С достигнута за 149 секунд. Таким образом, с учетом длительности интервала загрузки tз = 10 с, производительность индукционного нагревателя составляет Пи = 641,4 кг/час. Однако технология производства кабеля с опрессовкой алюминием требует времени нагрева заготовки до температуры 420 °С не более 90 секунд и производительности не менее 1000 кг/час.
Увеличения производительности установки индукционного нагрева можно достигнуть сокращением длительности нагрева, при соответствующем увеличении мощности, подводимой к индукционному нагревателю. Увеличение мощности УИН в этом случае достигают увеличением тока в индукторе при уменьшении его резистивного и реактивного сопротивления сокращением числа витков обмотки.
В ходе расчета режима установки периодического действия настройку схемы Штейнмеца для симметрирования установки индукционного нагрева (УИН) периодического действия выполняют в определенной последовательности.
1) Устанавливают значение коэффициента трансформации ВДТ kт = 0,32 для повышения напряжения УИН под нагрузкой до 500 вольт при питании от шин на линейном напряжении Uл = 380 В.
2) Настраивают схему индуктора в резонанс токов общей батареей конденсаторов на линейном напряжении CA трехфазной сети.
3) Увеличивают ток фазы A до выполнения условия симметрии фазных токов A и B, увеличивая емкость в плече AB симметрирующего устройства (СУ) Штейнмеца.
4) Уменьшают ток фазы C до выполнения условия симметрии фазных токов C и B, увеличивая индуктивность (переключая шунтирующие емкости на отпайках дросселя) в плече BC схемы СУ.
Для регулирования симметрирующего устройства в ходе нагрева загрузки, при изменении интегральных параметров индуктора в модели предусмотрено три ступени регулирования емкости БК индукционного нагревателя.
Исследование влияния несимметрии однофазной нагрузки на цеховую сеть. Многие индукционные установки, работающие на частоте f = 50 Гц изготавливают в однофазном или двухфазном исполнении и подключают к трехфазной питающей сети. Так поступают, когда симметричное трехфазное исполнение УИН невозможно по конструктивным или технологическим соображениям, либо нецелесообразно по технико-экономическим показателям. Установки индукционного нагрева при значительной мощности могут вызвать недопустимую несимметрию токов и напряжений в питающей сети. К несимметрии токов и напряжений весьма чувствительны электрические машины, работающие на предприятиях, особенно асинхронные двигатели. Несимметрия приводит к увеличению потерь электроэнергии и нагреву, снижению располагаемой мощности и пропускающей способности питающих сетей, а также к сокращению срока службы электрических машин. При несимметрии напряжений до 4 % мощность асинхронного двигателя уменьшается на 3–15 %, а срок службы – вдвое. Если учесть, что в составе потребителей электрической энергии по отраслям промышленности двигательной нагрузке принадлежит от 65 до 98 процентов потребляемой мощности, то при уровнях несимметрии, превышающих значения, регламентированные ГОСТ 13109-97, необходимо принимать меры для ее снижения. К подобным мерам и относят применение специальных симметрирующих устройств (СУ).
Как в России, так и за рубежом наиболее широкое распространение получили компенсационные СУ. Суть компенсационного способа, лежащего в основе их работы, состоит в том, что составляющая тока обратной последовательности (пульсирующей мощности) несимметричной нагрузки компенсируется равной по величине и расположенной в противофазе составляющей тока, обусловленной наличием СУ.
По характеру подключения симметрирующих элементов к сети СУ компенсационного типа разделяют на две группы: а) с электрическими связями; б) с электромагнитными связями. В первом случае симметрирующие элементы подключают непосредственно к фазам сети, во втором – с помощью специальных электромагнитных устройств. К таким устройствам относят однофазные трансформаторные фазосдвигающие элементы, специальные трехфазные несимметричные трансформаторы и автотрансформаторы, группы однофазных трансформаторов, индукционные фазовращатели и другое оборудование.
Для симметрирования мощности установок индукционного нагрева используют в основном СУ с электрическими связями. В зависимости от количества и характера симметрирующих элементов, а также способа их соединения определяют симметрирующие возможности и энергетические характеристики схем СУ. Оценку несимметрии режима работы УИН в трехфазной сети обычно проводят с помощью коэффициента несимметрии токов kН, коэффициента мощности несимметрично загруженной трехфазной сети kМ и коэффициента использования мощности симметрирующих элементов kИ, равного отношению мощности нагрузки к суммарной мощности симметрирующих элементов. Коэффициент несимметрии токов kН определяют как отношение модуля составляющей токов обратной последовательности I2 к модулю составляющей токов прямой последовательности I1:
.jpg)
В симметричной системе токов обратная последовательность чередования фаз отсутствует, поэтому величина токов I2 характеризует степень несимметрии.
Коэффициент мощности несимметрично загруженной сети определяют по формуле:

Коэффициент мощности прямой последовательности, определяют по выражению:

Таким образом, коэффициент мощности трехфазной сети при несимметричной загрузке представляет собой произведение двух множителей. Первый является функцией коэффициента несимметрии токов и показывает, во сколько раз увеличиваются потери в сети по сравнению с потерями, которые имели бы место при передаче той же мощности при симметричном распределении нагрузки между фазами. Другой множитель, показывает, во сколько раз уменьшается коэффициент мощности kм вследствие наличия фазового угла между напряжениями и токами. Проблема симметрирования однофазных и двухфазных установок индукционного нагрева имеет свои особенности. Это связано со спецификой электропитания электротермического оборудования, обусловленной широким диапазоном режимов обработки заготовок по температурному уровню и продолжительности технологических процессов. Степень влияния однофазной и двухфазной нагрузки на трехфазную питающую сеть зависит от многих факторов, основными из которых являются:
1) величина активной мощности, потребляемой установкой и диапазон ее изменения в ходе нагрева;
2) коэффициент мощности установки;
3) продолжительность технологического процесса;
4) запас мощности питающей сети в точке подключения индукционной нагрузки и стабильность напряжения.
Обычно потребляемая мощность в ходе нагрева меняется в зависимости от изменения физических параметров загрузки при повышении ее температуры. Однако, при неизменных параметрах симметрирующих элементов симметрирование режима УИН обеспечивается только при одном значении мощности нагрузки. Несимметрия токов при изменении мощности в ходе технологического процесса тем больше, чем больше глубина изменения активной мощности нагрузки, которую определяют отношением максимальной мощности в процессе нагрева к минимальной. Поэтому необходимо либо выбрать параметры симметрирующих устройств такими, чтобы несимметрия токов в ходе нагрева была минимальной, либо изменять параметры симметрирующих элементов при нагреве.
Сложность анализа режимов УИН как объектов симметрирования с учетом особенностей электромагнитных и тепловых процессов в индукционных системах привела к тому, что для однофазных нагрузок чаще используют наиболее простые схемы СУ – схему Штецнмеца и схему с дросселем-делителем. Для двухфазного включения УИН применяют преимущественно схему СУ с дросселем-делителем, работающую на принципе настройки контуров.
Настройку модели модернизированной схемы УИН, предназначенной для градиентного нагрева выполняют в следующей последовательности.
1) Емкость дополнительной компенсирующей батареи конденсаторов принимают равной около 20 % от суммарной емкости компенсирующей БК индуктора и включают параллельно 1/3 части индукционного нагревателя.
2) Настраивают схему индуктора в резонанс токов батареей конденсаторов (БК) индукционного нагревателя на линейном напряжении CA трехфазной сети.
3) Увеличивают ток фазы A до выполнения условия симметрии фазных токов A и B, увеличивая емкость в плече AB симметрирующего устройства, собранного по схеме Штейнмеца.
4) Уменьшают ток фазы C до выполнения условия симметрии фазных токов C и B, увеличивая индуктивность (уменьшая величину шунтирующей емкости на отпайках дросселя) в плече BC схемы СУ.
5) Уменьшают емкость БК индуктора на одну ступень регулирования.
Далее в ходе нагрева загрузки, реле времени автоматически отключает каждую из указанных выше ступеней с выдержкой времени t = 44 с, после начала основного нагрева.
Следует отметить, что при использовании в установке схемы Штейнмеца, основным средством симметрирования токов трехфазной сети является регулирование симметрирующей батареи конденсаторов (БК) и дросселя (Др) в ходе нагрева. Как показали расчеты, оказывается достаточным иметь всего две ступени регулирования, чтобы получить необходимые значения коэффициента несимметрии токов.
Схема включения индукционной установки в трехфазную сеть и соответствующая ей схема замещения при симметрировании представлены на рисунке.
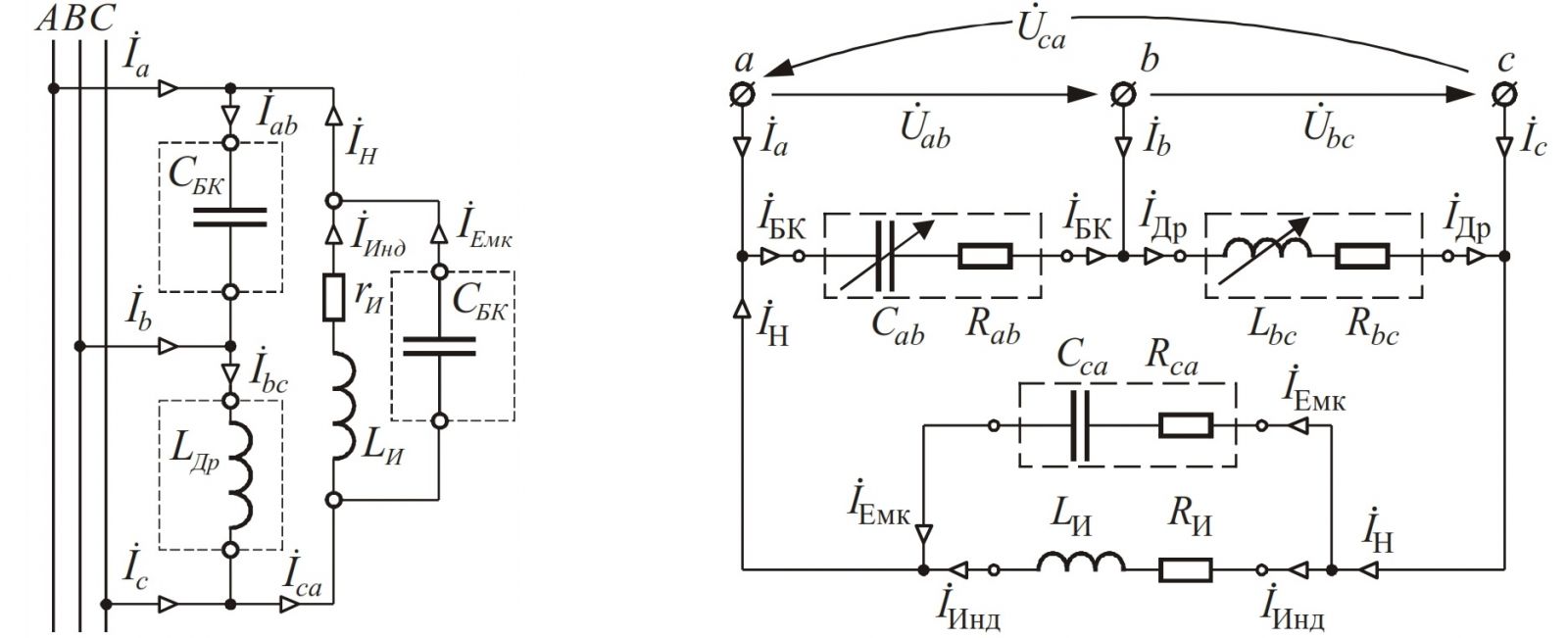
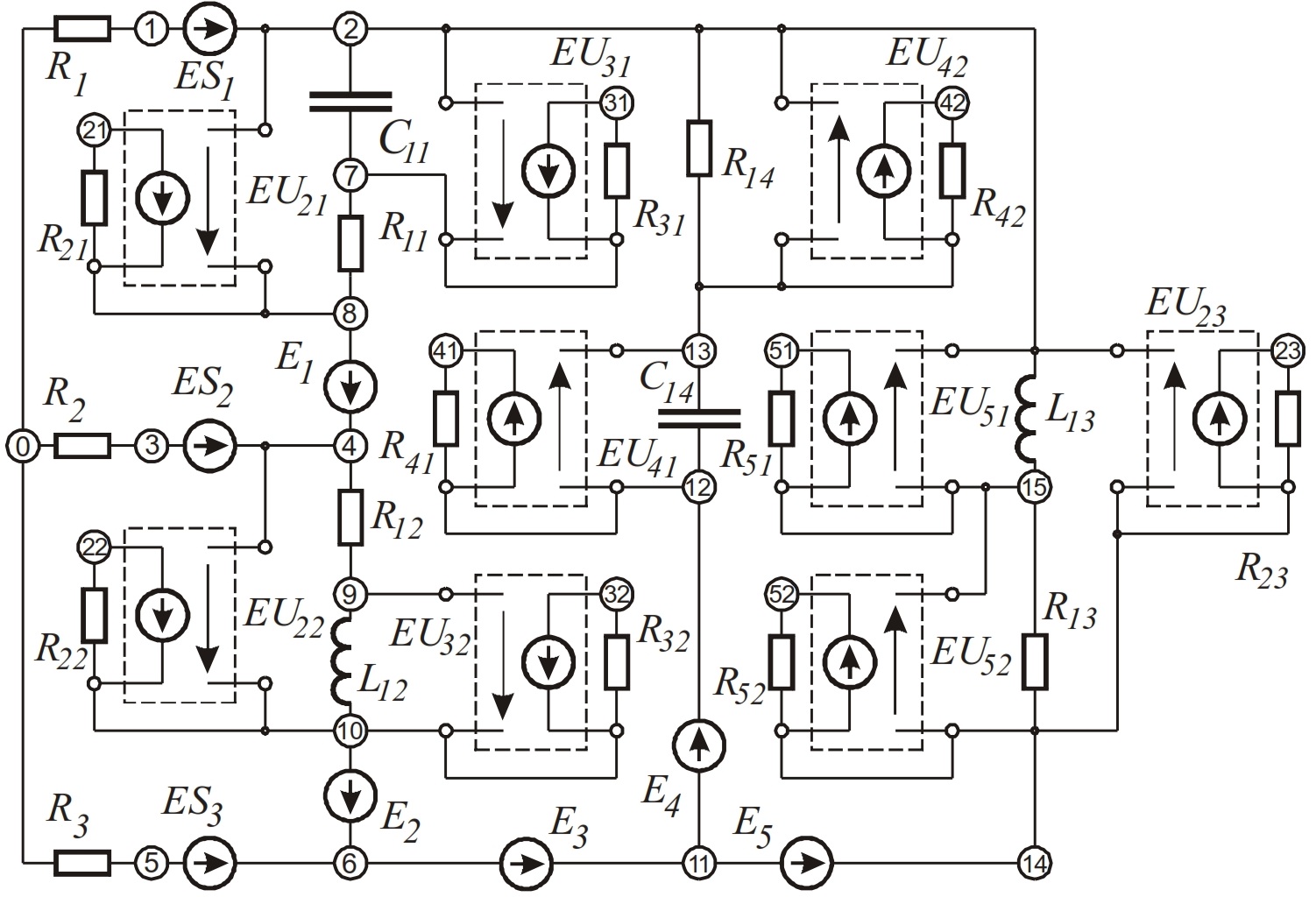
Для исследования особенностей симметрирования на ЭВМ использована схемная модель, представленная на рисунке. В результате исследования режимов УИН получены векторные диаграммы, представленные на рисунке.
По диаграммам видно, что симметрирование возможно выполнять раздельно, причем резистивный характер нагрузки УИН, при резонансе токов следует обеспечивать регулированием компенсирующей БК индукционного нагревателя, в заданном диапазоне изменения интегральных параметров индуктора.
При регулировании емкости компенсирующих батарей в расчете было учтено, что настройка на средние значения параметров нагрузки, эффективней снижает вредное влияние работы индуктора на сеть. Кривые изменения коэффициента несимметрии представлены на рисунке. В ходе нагрева коэффициент несимметрии индукционной установки kн изменяется в пределах 12 %, что значительно выше ограничений, обусловленных ГОСТ 13109-97 (не более 4 %). Требование ГОСТа в конечном итоге удовлетворено ступенчатым регулированием контакторами Др и БК в процессе нагрева.
Разработка мероприятий по модернизации индукционного нагревателя периодического действия. Работа индукционной установки градиентного нагрева алюминиевых цилиндрических заготовок построена на использовании нескольких стадий нагрева загрузки. Заданное технологией производства кабеля распределение температуры достигается использованием сложной схемы включения контакторов, вольтодобавочных трансформаторов и дополнительных отпаек по длине индуктора. При этом существуют способы включения индукционных нагревателей в сеть таким образом, чтобы добиться заданной неравномерности температурного поля по длине с наличием только одной стадии нагрева за счет создания неравномерного распределения удельной мощности по длине загрузки (патент РФ № 45219). Схемы включения модернизированного индукционного нагревателя показаны на рисунке.
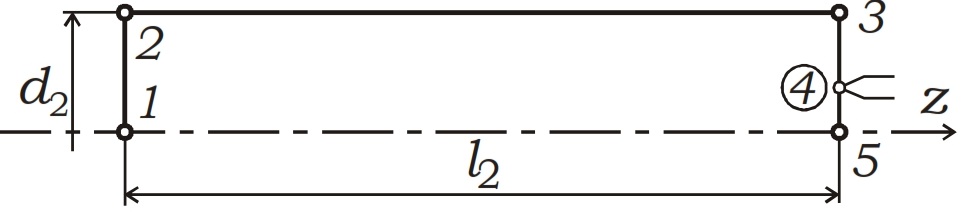
В индукционный нагреватель 1, который имеет кроме электрических выводов на краях индуктора дополнительный вывод по длине индуктора 3. Загрузку 2 помещают в индуктор. Часть батареи конденсаторов С2 включают параллельно части индуктора, в которой находится перегреваемая часть загрузки. Необходимо отметить, что на рисунке только одна секция, шунтирована дополнительной батареей конденсаторов. Векторная диаграмма, поясняющая принцип действия предложенного индуктора, показана на рисунке. По диаграмме видно, как за счет дополнительной батареи конденсаторов можно увеличить ток IL2 в отдельной части индукционного нагревателя, достигнув градиентного нагрева.
.jpg)
При этом емкость батареи конденсаторов С2 подбирают такой, чтобы ток в соединенной параллельно части индуктора IL2 был больше чем ток в оставшейся части индуктора IL1. Емкость остальной части батареи конденсаторов С1 подбирают из условия резонанса токов в схеме. Такой способ включения индуктора в сеть позволяет отказаться от вольтодобавочного трансформатора, а мощность индуктора в этом случае регулируется величиной емкости С2. На рисунке представлена схема параллельного включения индукционных нагревателей ОКБ-894А в трехфазную сеть переменного напряжения описанным выше способом.
.jpg)
Результаты расчета индукционного нагревателя с включением индукторов по схеме на рисунке представлены на рисунке. По характеристикам видно уменьшение диапазона изменения коэффициента несимметрии установки. Сравнение результатов расчета индукционного нагрева с градиентным распределением температуры в конце нагрева обоими описанными способами позволяет сделать вывод, что качество нагрева независимо от использованной схемы примерно одинаково. Однако вторая схема проще схемы с автотрансформаторами. Кроме того, она является более гибкой и позволяет получить различные картины тепловых полей в конце нагрева в зависимости от расположения отпайки 3 по длине индуктора и емкости батареи конденсаторов С2. Если в рассмотренном случае время нагрева составляло 132 секунды, то регулируя емкость батареи конденсаторов С2, во втором случае можно регулировать время нагрева в течение одного цикла от 112 до 162 секунд.
.jpg)
Судя по векторной диаграмме токов и напряжений установки, представленной на рисунке, можно также заключить, что уменьшен диапазон изменения токов, потребляемых из трехфазной сети в процессе градиентного нагрева загрузки. Это обеспечивает ритмичную работу индуктора и пресса и служит повышению производительности технологического процесса в целом.
Выводы
1. В статье представлены результаты численного и экспериментального исследования процесса нагрева цилиндрической алюминиевой загрузки в индукционном нагревателе периодического действия ОКБ-894А перед прессованием для наложения кабельной оболочки. Основными особенностями нагревателя является то, что установка осуществляет градиентный нагрев одновременно двух алюминиевых заготовок в двух параллельно включенных индукционных нагревателях, которые включены в трехфазную сеть через вольтодобавочные трансформаторы с помощью симметрирующего устройства по схеме Штейнмеца.
2. Достоверность результатов математического моделирования подтверждена удовлетворительны совпадением с данными натурных экспериментов, полученными на действующем оборудовании (ОАО «Иркутский кабельный завод» филиал «СУАЛ»). В частности погрешность расчета по определению времени нагрева, которое определяется температурой загрузки в месте установки торцевой термопары не превышает 4 %, как и для изменяющихся в ходе нагрева электрических параметров.
3. В исследовании основное внимание уделено обеспечению заданного технологическими требованиями теплового поля в ходе градиентного нагрева и влияния однофазной нагрузки на цеховую сеть в силу возникновения недопустимой несимметриии токов и напряжений. Последний фактор проявляется особенно сильно из-за изменения сопротивления индуктора в процессе нагрева загрузки.
4. По результатам математического моделирования индукционной установки периодического действия ОКБ-894А предложены меры для уменьшения коэффициента несимметрии режима трехфазной сети с 12 % до допустимых 4 %, путем применения предложенного схемного решения, а также корректировки параметров симметрирующего устройства и резонансных контуров при изменении параметров загрузки в ходе нагрева.
5. Предложены новые научно-технические решения для установок индукционного нагрева (три патента РФ № 2256304, № 45219, № 45220), позволяющие ограничить неравномерность распределения теплового поля по длине загрузки (градиентный нагрев) в заданных пределах и при этом регулировать распределение теплового поля в загрузке путем создания дополнительных резонансных контуров для отдельных частей индуктора. Предложенная установка позволяет осуществить градиентный нагрев в одну стадию за счет неравномерного распределения мощности по длине индукционного нагревателя.
Евгений Бортник, Красноярск, Россия, 2012